

فشار نامی یک سیلندر هیدرولیک به طور خودسرانه تنظیم نمی شود. این به طور جامع بر اساس قدرت تسلیم مواد بشکه سیلندر، ساختار ضخامت دیواره و حد تحمل مهر و موم محاسبه می شود. فشار اسمی مدلهای عمومی استاندارد 16 مگا پاسکال را به عنوان مقدار اولیه طراحی میگیرد.
این پارامتر با حد تحمل ایمن بشکه های سیلندر فولاد کربن معمولی، مهر و موم پلی اورتان استاندارد و ساختارهای راهنمای معمولی مطابقت دارد و همچنین به عنوان رایج ترین استاندارد انتخاب برای ماشین آلات ساختمانی و سیستم های هیدرولیک تریلر عمل می کند. در عملیات واقعی، فشار ضربه لحظه ای مجاز است برای مدت کوتاهی از فشار اسمی تجاوز کند، در حالی که فشار کار مداوم طولانی مدت نباید از 85٪ از مقدار نامی تجاوز کند. این اصل طراحی اصلی برای جلوگیری از نشت داخلی، تسریع پیری مهر و موم و تغییر شکل بشکه سیلندر است.
تحت شرایط فشار بیش از حد طولانی مدت، دیواره داخلی لوله سیلندر تغییر شکل الاستیک جزئی ایجاد می کند و شکاف منطبق بین آستین راهنما و میله پیستون تغییر می کند و به تحمل دقیق اصلی 0.02-0.03 میلی متر آسیب می رساند.
با بزرگ شدن شکاف، جریان جانبی روغن هیدرولیک تشدید می شود و رینگ پیستون نیروی ناهمواری را تحمل می کند که منجر به سایش تدریجی جزئی می شود. در مرحله بعد، خطاهای رایجی مانند نشت داخلی، نیروی بالابر ناکافی و نشست سریع بار رخ می دهد که از دلایل اصلی خرابی های هیدرولیکی مکرر در تجهیزات در محل می باشد.
دمای محیط 20-30 درجه سانتیگراد محدوده تطبیق مطلوب برای طراحی مواد مهر و موم است. مهر و موم های لاستیکی پلی اورتان و نیتریل مقادیر استاندارد سختی، فشرده سازی الاستیک و مقاومت روغن را حفظ می کنند.
در این شرایط، لبه آب بندی به طور یکنواخت با دیواره سیلندر منطبق می شود و پیش بارگذاری را ثابت نگه می دارد و عملکرد آب بندی روغن را برای مدت طولانی بدون سایش و تغییر شکل غیرعادی حفظ می کند.
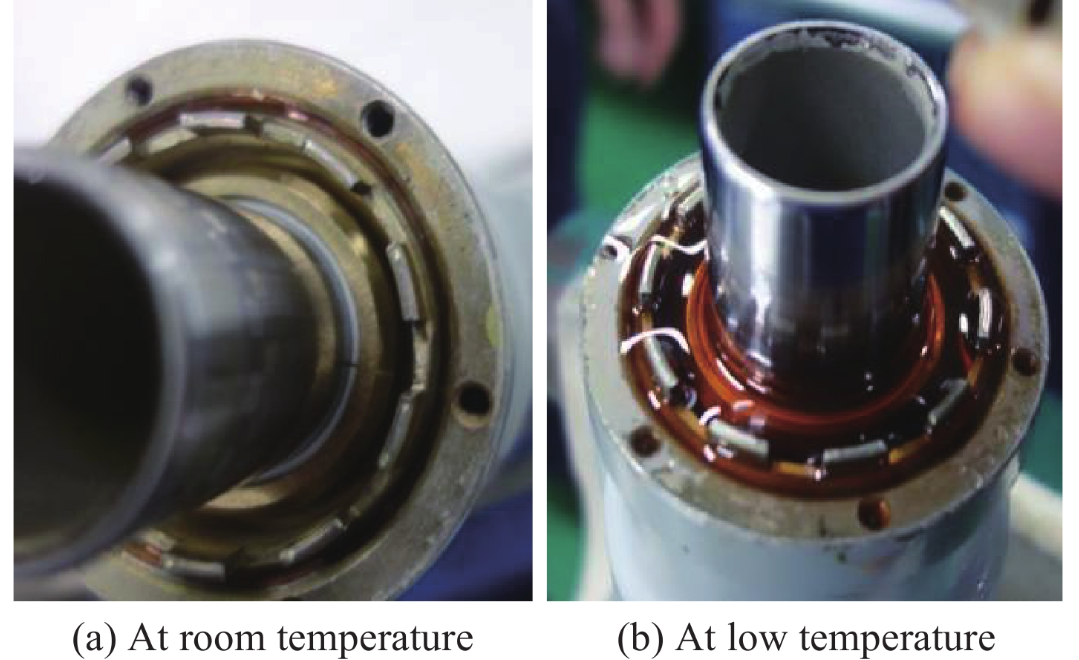
هنگامی که دما به زیر 15- درجه سانتیگراد کاهش می یابد، فعالیت مولکولی مواد آب بندی با سختی بالاتر و چقرمگی کمتر کاهش می یابد. انعطاف پذیری لبه آب بندی ضعیف می شود و نمی تواند شکاف های کوچک را به طور تطبیقی جبران کند، که علت اصلی نشت در دمای پایین است.
عملکرد طولانی مدت بالای 40 درجه سانتیگراد اکسیداسیون روغن هیدرولیک را تسریع می کند و ناخالصی های کلوئیدی تولید می کند. در همین حال، مهر و موم ها با کاهش خاصیت ارتجاعی کهنه می شوند و سریع تر سخت می شوند و باعث نشتی اندک تدریجی و مداوم می شود و بر پایداری عملیاتی کلی تأثیر می گذارد.
آبکاری کروم سخت روی میله های پیستون یک فرآیند استاندارد حفاظتی در صنعت است. برای محصولات رسمی تولید انبوه، ضخامت آبکاری به شدت بین 0.08-0.12 میلی متر کنترل می شود.
آبکاری خیلی نازک نمی تواند مقاومت کافی در برابر اصطکاک و خوردگی شن و ماسه ایجاد کند و در نتیجه در مدت زمان کوتاهی در شرایط کار در فضای باز باعث ایجاد خراش و لکه های زنگ می شود. آبکاری بیش از حد ضخیم، تنش سطح داخلی را افزایش می دهد و باعث لایه برداری، آسیب رساندن به صافی سطح و تسریع سایش آب بندی می شود.

زبری سطح میله های پیستون تمام شده در Ra0.2-Ra0.4μm کنترل می شود. این دقت نیاز حرکت تلسکوپی با اصطکاک کم را برآورده می کند و از خراشیدگی لبه آب بندی ناشی از ریزخراش های روی سطح جلوگیری می کند.
زبری بیش از حد بالا به طور مداوم مهر و موم را توسط برجستگی های میکروسکوپی می پوشاند. در حالی که سطح بیش از حد صاف ظرفیت ذخیره روغن را کاهش می دهد و تشکیل لایه روغن پایدار را دشوار می کند و خطر اصطکاک خشک را افزایش می دهد و عمر مفید اجزای آب بندی را کاهش می دهد.
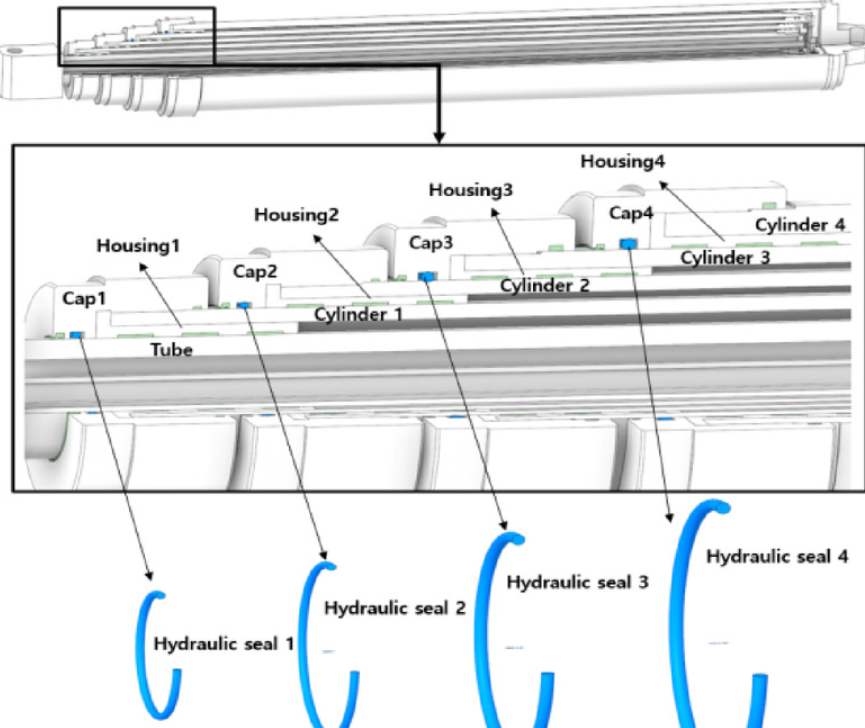
سیلندرهای هیدرولیک چند مرحله ای تفاوت های ساختاری ذاتی در سکته مغزی، ناحیه عمل موثر و قطر عبور روغن در هر مرحله دارند. مدلهای بدون طراحی بهینهسازی همزمان، انحراف موقعیت را در طول عملیات تلسکوپی تمامسکته ایجاد میکنند.
هم محوری ماشینکاری، فاصله غلاف راهنما و توزیع جریان روغن سه عامل اصلی فرآیند هستند که دقت هماهنگ سازی سیلندرهای چند مرحله ای را تعیین می کنند.
ساختارهای دریچه گاز بافر داخلی در هر دو انتهایسیلندرهای هیدرولیکسرعت جریان روغن هیدرولیک را در پایان حرکت از طریق اثر میرایی روزنههای دریچه گاز کاهش میدهد و از برخورد سفت و سخت بین پیستون و پوشش انتهایی جلوگیری میکند.
طراحی معقول بافر ضربه شروع توقف را ضعیف می کند، ارتعاش کلی تجهیزات را کاهش می دهد و آسیب خستگی درزهای جوشکاری و براکت های نصب را کاهش می دهد. این به ویژه برای سناریوهای شروع-ایست با فرکانس بالا مانند بالابرهای سوار بر وسیله نقلیه، ماشین آلات بندری و تجهیزات سنگین کشاورزی مناسب است.
در استاندارد مونتاژ دقیق صنعت، فاصله مونتاژ بین آستین راهنما و میله پیستون به طور پایدار در 0.02-0.03 میلی متر کنترل می شود.
فاصله خیلی کم به دلیل انبساط حرارتی در هنگام افزایش دما باعث گیرکردن و حرکت تلسکوپی ناهموار می شود. فاصله بیش از حد باعث افزایش تکان شعاعی میله پیستون می شود که منجر به بار خارج از مرکز متمرکز و سایش یک طرفه می شود و در نتیجه چرخه کلی تعمیر و نگهداری را کوتاه می کند.
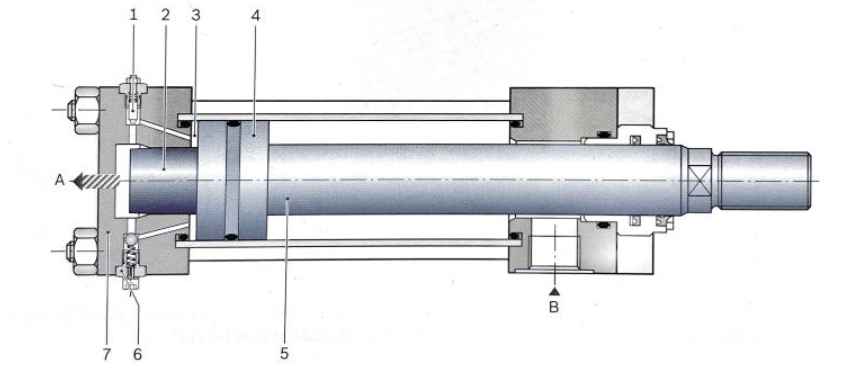
هم محوری مونتاژ لوله سیلندر، پوشش انتهایی، آستین راهنما و میله پیستون یک نقطه کنترل کلیدی در تولید و مونتاژ است.
سیلندرهای هیدرولیک با انحراف هم محوری بیش از حد تحت نیروی خارج از مرکز برای مدت طولانی کار می کنند و احتمال سایش یک طرفه آب بندی و خراش موضعی دیواره سیلندر را به شدت افزایش می دهد. همچنین این یک دلیل فنی مهم برای تفاوت های آشکار در طول عمر خدمات بین محصولات با مشخصات یکسان است.



